四川鍋爐廠家2t/h燃煤鍋爐參數(shù)
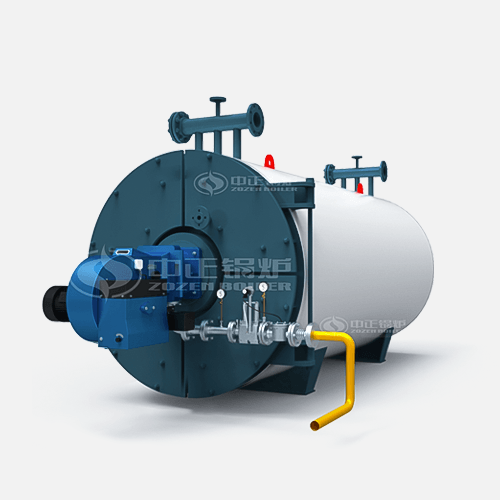
鍋爐廠家2t/h燃煤鍋爐,臥式燃?xì)?a href=/product/daoreyouguolu/ target=_blank class=infotextkey>導(dǎo)熱油鍋爐(YQW-7000Q)。此款鍋爐采用三回程圓盤管設(shè)計(jì),受熱面足,爐體尾部配置的余熱鍋爐、節(jié)能器等裝置可以大大減少熱能的損失,熱效率可高達(dá)95%以上配有先進(jìn)的燃燒裝置,可實(shí)現(xiàn)NOx排放低于30mg/Nm3且鍋爐運(yùn)行可實(shí)現(xiàn)全自動化控制,對于燃燒、高位罐液位、出口溫度及流量均可自動調(diào)節(jié),保證鍋爐安全運(yùn)行。

洛陽君山制藥有限公司現(xiàn)階段一般中藥企業(yè)對蒸汽進(jìn)行綜合利用的不多,蒸汽只一次使用,大量的余熱、廢熱就直接排放到大氣中去,能源綜合利用率較低。君山制藥的負(fù)責(zé)人通過對市場上的鍋爐調(diào)查比較,最終選擇了在中正鍋爐定制1臺6噸的WNS系列冷凝式燃?xì)?a href=/ target=_blank class=infotextkey>蒸汽鍋爐降低鍋爐蒸汽消耗和余熱的回收利用,使鍋爐熱效率提高到98%以上,每年為企業(yè)節(jié)省鍋爐運(yùn)行費(fèi)用可達(dá)10%,其冷凝水回收工程的投資費(fèi)用大約在鍋爐運(yùn)行一年半后即可全部回收。
鍋爐現(xiàn)場的要求1.與調(diào)試作業(yè)的無關(guān)人員要求離開作業(yè)現(xiàn)場。2.禁止其他任何方式的作業(yè)(比如電焊、氣割等)。3.為保障調(diào)試人員的人身安全,在燃燒機(jī)點(diǎn)火時,應(yīng)在燃燒機(jī)側(cè)1米外,當(dāng)火焰燃燒穩(wěn)定后,方可在觀察視鏡處觀察火焰,并做下一步出力調(diào)整及其他調(diào)整。
鍋爐廠家2t/h燃煤鍋爐,通信網(wǎng)關(guān)一串行通信接口卡,具有RS232和RS485兩種物理層接口,可以與具有一定協(xié)議的 PLC或智能儀表通信。JX-300XDCS的過程控制網(wǎng)絡(luò)SCnetlI在保證高速可靠傳輸系統(tǒng)的各種過 程數(shù)據(jù)的基礎(chǔ)上,還具有完善的在線實(shí)時診斷,查錯、糾錯手段,診斷狀態(tài)被即時顯示在工作站上以提醒用戶得到盡快修復(fù),采取相應(yīng)的保護(hù)措施。
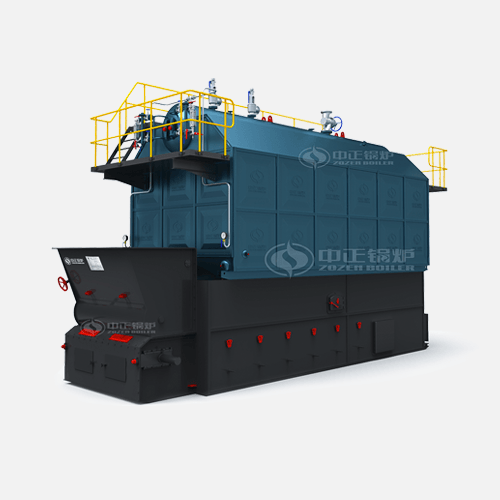
75t/h鍋爐為循環(huán)流化床鍋爐,水系統(tǒng)為自然循環(huán)方式。采用分離效率高,運(yùn)行可靠的全密封高溫旋風(fēng)分離器,固態(tài)排渣、平衡通風(fēng),全鋼架支撐結(jié)構(gòu)、室內(nèi)外布置。鍋爐整體主要出爐膛區(qū)域、尾部豎井區(qū)域、旋風(fēng)分離器、U閥返料器四個部分組成。爐膛由膜式水冷壁組成。爐膛底部是由膜式水冷壁管彎制圍成的水冷風(fēng)室、通過膨脹節(jié)與一次風(fēng)道相連。爐膛與尾部豎井之間布置有兩個高溫旋風(fēng)分離器內(nèi)部布置有環(huán)形水冷套,其下部各布置一臺“U”形閥返料器,鍋爐廠家2t/h燃煤鍋爐。
【河北】河北鍋爐改造和清潔能源鍋爐補(bǔ)貼優(yōu)惠政策按蒸噸給予專項(xiàng)資金補(bǔ)助:燃煤鍋爐污染、尤其散煤燃燒帶來的污染,是河北大氣污染嚴(yán)重的重要原因。2017年,河北強(qiáng)力推進(jìn)冬季清潔取暖,1到7月全省淘汰燃煤鍋爐20379臺、35398蒸噸。淘汰燃煤小鍋爐,大力推進(jìn)低氮燃?xì)忮仩t、燒秸稈鍋爐、燒甲醇燃料、沼氣鍋爐等清潔能源鍋爐的應(yīng)用。
中正鍋爐作為工業(yè)鍋爐制造企業(yè)的“領(lǐng)頭羊”,實(shí)時關(guān)注市場動向,及時調(diào)整產(chǎn)業(yè)結(jié)構(gòu),提升產(chǎn)品性能,不但制造出化工行業(yè)所需的節(jié)能產(chǎn)品,而且根據(jù)實(shí)際工況,為用戶定制合適的鍋爐系統(tǒng),切實(shí)實(shí)現(xiàn)節(jié)能減排的目標(biāo)。

近年來,中正鍋爐進(jìn)行大規(guī)模的焊接工藝革命,淘汰了效率低下,穩(wěn)定性差的傳統(tǒng)手工焊作業(yè),采用高效率,穩(wěn)定性好的機(jī)械焊、自動焊進(jìn)行生產(chǎn)。充實(shí)更新了大量的進(jìn)口自動焊接設(shè)備,實(shí)現(xiàn)從鍋筒、膜式壁、蛇形管到鋼架等所有主要部件焊接的自動化。同時在焊接過程中,大量使用了焊接變位器,使焊接位置始終處于理想的平焊位置,并通過嚴(yán)格控制焊前清理和坡口尺寸,使焊縫質(zhì)量具有了可靠的保障。