大同鍋爐廠家70T燃煤養(yǎng)殖鍋爐選型
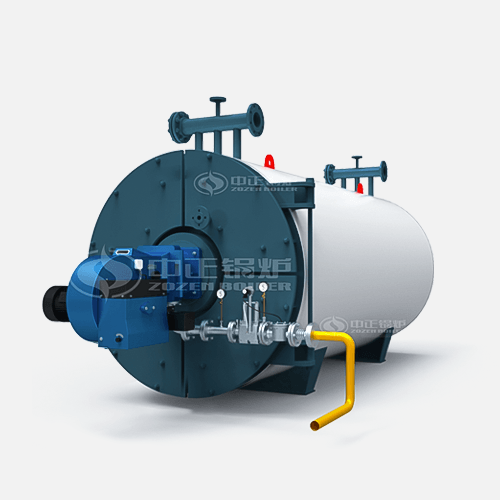
YQW系列導熱油鍋爐系統(tǒng)的解決方案。此系列鍋爐為強制循環(huán)盤管式鍋爐,整體出廠,運輸方便,安裝周期短。整個YQW鍋爐系統(tǒng)由燃燒系統(tǒng)、熱媒油系統(tǒng)、余熱利用裝置、控制系統(tǒng)等組成。其中,余熱利用裝置的使用可確保鍋爐熱效率高達95%以上,為戴瑞克新材料降低鍋爐運行成本控制系統(tǒng)操作簡便,安全性能強,設(shè)有油溫、煙溫、液位、流量、壓差等保護和聯(lián)鎖,鍋爐廠家70T燃煤養(yǎng)殖鍋爐。
玉祁酒業(yè)生產(chǎn)三十余種雙套牌、玉祁牌系列黃酒。近年來,公司在堅持傳統(tǒng)釀造技藝的基礎(chǔ)上,進行設(shè)備改制,致力于研發(fā)適應(yīng)現(xiàn)代消費者口味的清爽型黃酒。對此,中正鍋爐為其提供了1臺4噸的WNS系列冷凝式燃氣鍋爐。該系列鍋爐尾部的冷凝器采用翅片管,增加受熱面、提高傳熱效率,翅片管是ND鋼材質(zhì)可以有效解決鋼材的低溫腐蝕。改制后的玉祁酒業(yè)年生產(chǎn)黃酒2.5萬噸左右,白酒3000噸,大大提高了生產(chǎn)效率。
冷凝式燃油燃氣鍋爐是指能夠從鍋爐排放的煙氣中吸收水蒸氣所含的汽化潛熱的鍋爐。常規(guī)鍋爐將煙氣中大部分顯熱傳遞給水或蒸汽,而冷凝式鍋爐不僅將更大一部分顯熱傳遞給水或蒸汽,而且還吸收了部分煙氣中的水蒸氣冷凝后釋放的汽化潛熱。
基本性能指標如下:拓撲規(guī)范:總線形結(jié)構(gòu),或星形結(jié)構(gòu).傳輸方式:曼徹斯特編碼方式通訊控制:符合TCP/IP和IEEE801.3標準協(xié)議:通訊速率: 10Mbps、 100Mbps等.節(jié)點容量:最多15個控制站,32個操作站、工程師站或多功能站.通訊介質(zhì):雙絞線,5092 細同軸電纜、5092 粗同軸電纜、光纜通訊距離:最大10km。JX-300X SCnet II 網(wǎng)絡(luò)采用雙重化冗余結(jié)構(gòu),如圖4-2-2-2所示。在其中任一條通 訊線發(fā)生故障的情況下,通訊網(wǎng)絡(luò)仍保持正常的數(shù)據(jù)傳輸。
鍋爐廠家70T燃煤養(yǎng)殖鍋爐,火電廠鍋爐水冷壁管的腐蝕、磨損原理:火電廠鍋爐水冷壁管的腐蝕、磨損原理十分復雜,主要與灰分和煙氣顆粒的沖蝕、燃煤的含硫量和爐膛火焰溫度有關(guān)。通常,鍋爐運行過程中的爐溫高于1 600℃ ,由于硫、硫化物及其他雜質(zhì)的存在,鍋爐水冷壁受到高溫腐蝕的現(xiàn)象十分普遍。因為燃煤在燃燒過程中會產(chǎn)生堿金屬鹽、釩鹽、二氧化硫、硫化氫、三氧化硫等多種物質(zhì),它們在高溫作用下與構(gòu)成水冷壁管的金屬發(fā)生作用,對水冷壁進行動態(tài)腐蝕。

【福建】廈門燃煤鍋爐補貼及工業(yè)窯爐整治補助標準:注意:(一)高污染燃料包括:1、原(散)煤、煤矸石、粉煤、煤泥、固硫蜂窩型煤;2、重油、渣油、石油焦,有機硫含量大于0.5%、灰分含量大于0.01%的輕質(zhì)柴油、煤油;3、各種可燃廢物、不成型和直接燃用的生物質(zhì)燃料(樹木、秸稈、鋸末、稻殼、蔗渣等)。(二)清潔能源包括:電力、天然氣、輕質(zhì)柴油、醇基燃料、液化石油氣、熱力、沼氣、太陽能等。(三)單個鍋爐蒸噸數(shù)不足1蒸噸的按1蒸噸給予補助。工業(yè)窯爐按熱效率折算蒸噸數(shù)參照執(zhí)行,折算標準為熱效率700千瓦等同于1蒸噸;導熱油爐按每60萬大卡為1蒸噸折算。(四) 在補貼發(fā)放過程中,若國家、省政府新出臺相關(guān)補貼獎勵政策與本辦法不一致的,可依據(jù)“就高不就低”的原則調(diào)整補貼金額。申請本辦法補助的項目不得重復申請享受其它市級資金補助。
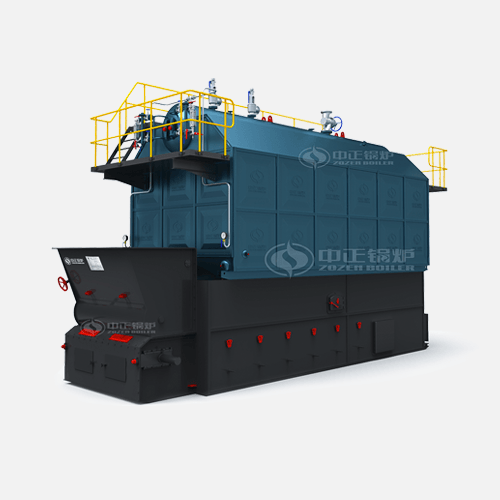
洗浴用戶鍋爐本體與輔機附件全套配置設(shè)備1、燃煤鍋爐:燃煤蒸汽鍋爐本體、上煤系統(tǒng)、除渣系統(tǒng)、水處理、除氧系統(tǒng)、給水泵、軟化水箱、鼓(引)風機、除塵器、蒸汽往復泵、分汽缸、電控柜、換熱系統(tǒng)、煙囪2、燃油氣鍋爐:油氣蒸汽鍋爐本體、燃燒機(含風機)、節(jié)能器、節(jié)能器循環(huán)水泵、給水泵、分汽缸、水處理、軟化水箱、除氧設(shè)備、電控柜、換熱系統(tǒng)、鋼制煙囪,鍋爐廠家70T燃煤養(yǎng)殖鍋爐。

近年來,中正鍋爐進行大規(guī)模的焊接工藝革命,淘汰了效率低下,穩(wěn)定性差的傳統(tǒng)手工焊作業(yè),采用高效率,穩(wěn)定性好的機械焊、自動焊進行生產(chǎn)。充實更新了大量的進口自動焊接設(shè)備,實現(xiàn)從鍋筒、膜式壁、蛇形管到鋼架等所有主要部件焊接的自動化。同時在焊接過程中,大量使用了焊接變位器,使焊接位置始終處于理想的平焊位置,并通過嚴格控制焊前清理和坡口尺寸,使焊縫質(zhì)量具有了可靠的保障。